Animation of aluminium extrusion process
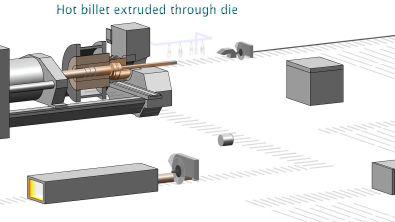

An animation illustrating a complete cycle of aluminium extrusion production, including: die heating and transfer, billet heating, sawing, transfer to press, extrusion, cooling, sawing, stretching, stacking and ageing. Before extrusion begins, the die is also heated in a furnace. The die is a steel disk containing one or more cavities through which the aluminium is extruded. The die assembly is lowered into a holder and transferred into position within the press. The aluminium billets are heated in order to make them soft and then sawn to the required length. Before entering the press, the rear face is sprayed with a release agent to prevent it from sticking to the ram. Note that the billets are often heated so that the front end is hotter than the rear (taper heating). This is because as the billet progressively deforms in the press, it also heats up due to friction and deformation. Once inside the press, the billet is initially compressed and expands outwards to fill the container. Any trapped air is released by withdrawing the container/billet from the die face. The main extrusion cycle begins and as the profile emerges, it is cooled using air or water sprays in order to develop its metallurgical properties. At the end of extrusion, there is still a small length of billet remaining. This 'butt end' is sheared off in order to present a flat face for the subsequent billet to join onto. The extrusion is sawn off just past the cooling zone and then transferred to the stretcher. A small stretch is applied in order to remove any distortions and straighten the profile. This is then sawn to the final length. Finally, the profiles are stacked and may then go on for further processing, such as painting, anodizing or ageing, in order to produce the required surface finish, mechanical properties and corrosion resistance. This animation was developed and released by Sapa AB and Materials e-Learning Technologies under a Creative Commons Attribution-ShareAlike 3.0 unported iicense.
Compartilhar